

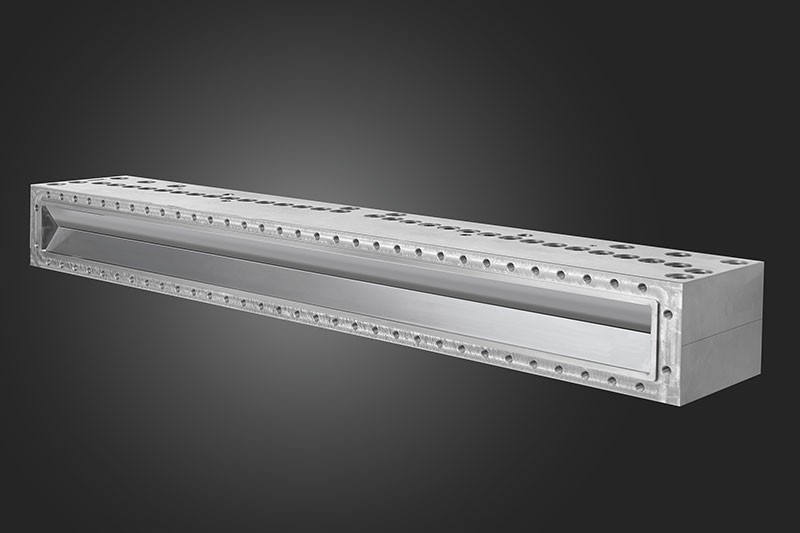
衣架式流道根据原料特性(粘度、温度、速率)分析设计。
模腔的拋光光洁度O.Olum - 0.06um ,熔体流面孔壁光洁度0.03um-0.04um,采用加热棒内加热或加热板外加热,热油循环温度控制。
适用于PET、PBT、PA、PP、PE、PTFE、PS、EMA、EVA、TPU、碳纤维等多种材料。
模头常规型号1.1M—1.6M ,也可根据客户特殊要求定制。
熔喷头(喷丝板)直径在0.2mm—0.3mm ,喷丝孔中心距0.7—0.8 mm之间。
适合工艺温度35℃以下,碳纤维330—350℃ , PP、PET 300℃以下。
适合产量一般30—50KG/小时,特殊要求80KG/小时以下,也可根据生产线配置产能而定。
衣架式流道根据原料特性(粘度、温度、速率)分析设计。
模腔的拋光光洁度O.Olum - 0.06um ,熔体流面孔壁光洁度0.03um-0.04um,采用加热棒内加热或加热板外加热,热油循环温度控制。
适用于PET、PBT、PA、PP、PE、PTFE、PS、EMA、EVA、TPU、碳纤维等多种材料。
模头常规型号1.1M—1.6M ,也可根据客户特殊要求定制。
熔喷头(喷丝板)直径在0.2mm—0.3mm ,喷丝孔中心距0.7—0.8 mm之间。
适合工艺温度35℃以下,碳纤维330—350℃ , PP、PET 300℃以下。
适合产量一般30—50KG/小时,特殊要求80KG/小时以下,也可根据生产线配置产能而定。

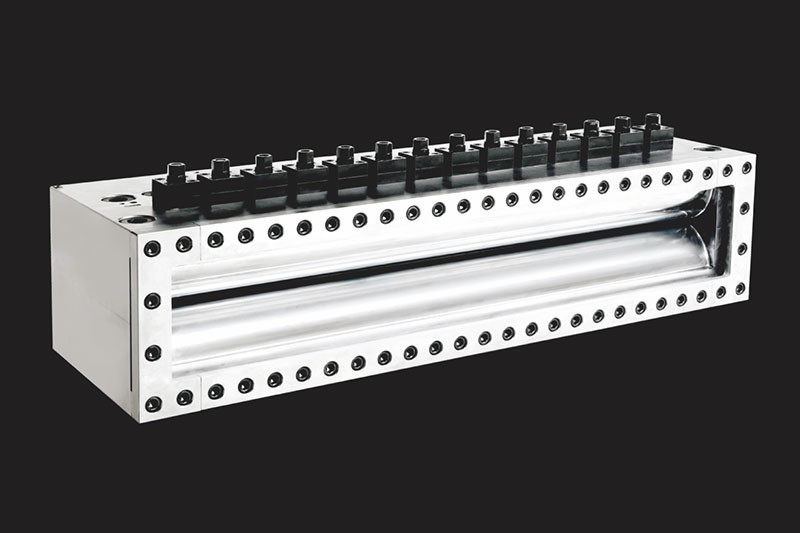
全电脑数控机械加工,采用独特的材料热处理技术,金属应力消除装置等辅 助设备,提包材料稳定性,硬度和刚性,有效防止产品在使用过程中出现应 力变形,断裂等现象。
模体内外表面镀格防腐,模腔流道表面电镀硬铬,镀镍磷合金及防粘处理。
根据不同原料流道变紧凑型结构设计。
模体各层温度独立控制。
采用组合式模体结构,方便清洗流道。
配合共挤复合分配器使用可生产更多层制品。